|
|
|
| 公司新闻 NEWS |
|
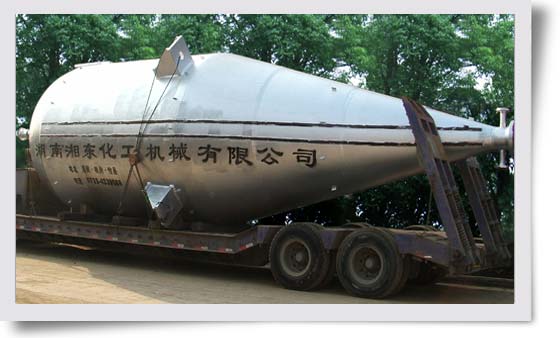
| 大面积堆焊钴基合金的排渣罐在公司制造成功 |
| 作者: 日期:2008/3/22 访问次数:3321 |
|
近日,公司生产的大面积双层堆焊钴基合金的设备---年产46万吨烯烃项目中的三台排渣罐已制造成功并顺利装车发往内蒙。可别小看这三个庞然大物,它们的肚子里可不简单哦!其底部落料锥体大小径分别为Ф916mm和Ф3000mm,高约1500mm,堆焊司太立合金厚度达5 mm,采用双层堆焊技术,单台单层堆焊面积约25000cm2,单台使用司太立6号合金焊材100多公斤。在如此大面积的锥段上双层堆焊硬质合金,这在国内是少有的。
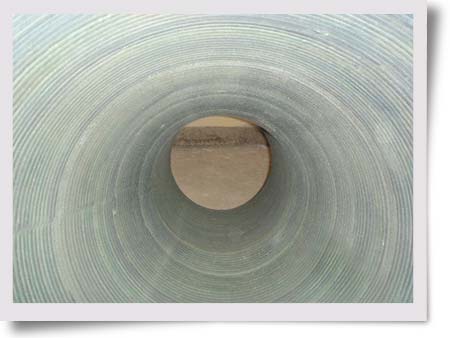
在烯烃生产工艺中,排渣罐底部的落料锥体需要承受强烈的颗粒磨损。为提高设备的使用寿命,需要在锥体表面堆焊较厚的保护层。司太立6号合金具有典型的面心立方结构且含有大量的碳化物,具有良好的耐磨性、耐高温性及耐气蚀性,可以很好地满足排渣罐的要求。
排渣罐锥体内部的堆焊工作分两步进行:先在不锈钢复合钢板(16MnR+316L)上堆焊5mm厚的309Mo,将表面加工平滑,再堆焊两层5mm厚的司太立6号合金,每层堆焊后分别进行100%的着色探伤和100%的超声检测,Ⅰ级合格,且司太立合金硬度不小于42HRc。从堆焊工艺、堆焊强度、堆焊后的检验来看,堆焊工作的难度都相当大,这主要体现在:
1、司太立6号合金堆焊面积大,堆焊厚度大。
2、司太立6号合金的常规硬度为37-43HRc,而工件设计堆焊层的硬度要求为大于等于42HRc,这就要求堆焊材料成分应在标准的上限,且要求使用的堆焊方法稀释率低。
3、锥体设计堆焊不锈钢过渡层,主要基于耐腐蚀及增加韧性的考虑,但是在堆焊309Mo的过程中也很容易产生焊接缺陷。而且如果堆焊和热处理控制不当,整个工件会产生较大的焊接残余应力和复合板复层的剥离,这样,表面堆焊司太立6号合金时,更容易产生焊接裂纹等缺陷。
4、在司太立6号合金大面积堆焊时,如果产生缺陷,补焊的难度非常大,如果有较大的裂纹,几乎是不能够补焊的。工件堆焊层设计要求100%着色探伤Ⅰ级,对焊接过程要求非常高。
5、堆焊司太立6号合金,工艺要求工件整体必须进行预热,以降低焊接应力,避免焊接裂纹。由于工件尺寸较大,因此整个加热过程的控制和防变形的措施也较为复杂。
堆焊司太立6号合金的方法很多,通常有手工电弧焊、TIG、MIG、氧乙炔、PTA(等离子喷焊)等,每种工艺方法都有其适用的场合。对于堆焊面积大、形状规则的工件而言,PTA是最好的方法,这是因为(1)PTA工艺可以实现自动堆焊,从而提高工作效率,保证焊层质量的重现性,并提高预热及层间温度,降低焊接风险;(2)PTA工艺线能量集中,对工件热输入量小,焊接应力小,能够有效降低焊接变形;(3)可以配置专业的内孔枪实现内孔自动焊接;(4)PTA工艺稀释率低,可以有效保证焊层硬度的均匀性;(5)PTA工艺堆焊效率较高,可以降低劳动强度、减少焊接时间,从而降低焊接风险。
排渣罐的顺利交付为公司开拓新的制造领域打开了又一片新天地。
(文:卢定敏)
|
|
|
|
|
|
|